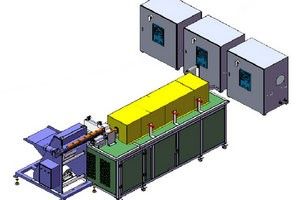
200kw黃銅透熱爐
200kW黃銅透熱爐是一款專為黃銅��、高銀材質(zhì)工件設(shè)計(jì)的高效感應(yīng)加熱設(shè)備�����,適用于工件尺寸為直徑46-60mm�、長(zhǎng)度60-100mm的加熱需求����,加熱溫度范圍為250-350℃,溫度偏差小��,加熱節(jié)拍為36-60秒。設(shè)備配備自動(dòng)化上料機(jī)��、冷卻設(shè)備��,后端人工取料����,工藝流程高效流暢。整體設(shè)計(jì)包括感應(yīng)加熱部分����、電氣控制及保護(hù)部分、機(jī)械部分��、溫控部分和冷卻部分��。感應(yīng)加熱部分采用全數(shù)字感應(yīng)加熱電源和透熱爐����,電氣控制部分使用PLC和觸摸屏實(shí)現(xiàn)精準(zhǔn)控制與保護(hù)。溫控系統(tǒng)通過(guò)紅外探頭實(shí)時(shí)監(jiān)測(cè)溫度��,確保加熱精度和一致性�。透熱爐采用封閉式設(shè)計(jì)�����,多匝螺旋感應(yīng)器由優(yōu)質(zhì)銅管繞制,具備良好的抗震性和穩(wěn)定性��。設(shè)備適用于多種棒料的加熱需求��,廣泛應(yīng)用于金屬加工和機(jī)械制造領(lǐng)域�����。
材質(zhì):黃銅����、高銀;
工件尺寸:φ46-60��,長(zhǎng)度60-100�����;
加熱溫度250-350℃��,溫度偏差?。?
加熱節(jié)拍:36-60s�;
配上料機(jī)�、冷卻設(shè)備��,后端人工取料���。
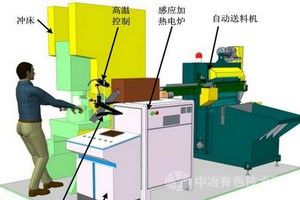
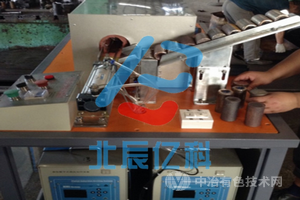
工藝流程
上料機(jī)構(gòu)將產(chǎn)品送至傳送帶上→傳送帶轉(zhuǎn)動(dòng)將產(chǎn)品傳送至待料區(qū)→氣缸推動(dòng)錠子至上料區(qū)→氣缸推動(dòng)錠子至加熱線圈內(nèi)部→自動(dòng)感應(yīng)加熱→氣缸推動(dòng)未加熱產(chǎn)品將加熱過(guò)的產(chǎn)品頂出����。
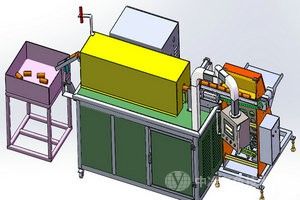
整體設(shè)計(jì)
本系統(tǒng)是對(duì)錠子棒料進(jìn)行感應(yīng)加熱�,配置一套自動(dòng)化加熱成套設(shè)備,包括:感應(yīng)加熱部分�����、電氣控制及保護(hù)部分����、機(jī)械部分部分、溫控部分和冷卻部分����。
感應(yīng)加熱部分主要包括全數(shù)字感應(yīng)加熱電源和透熱爐,對(duì)錠子進(jìn)行感應(yīng)加熱�,使其達(dá)到預(yù)定溫度;電氣控制及保護(hù)部分使用PLC和觸摸顯示屏來(lái)實(shí)現(xiàn)對(duì)整個(gè)系統(tǒng)的控制及保護(hù);機(jī)械部分主要包括工件上料��、頂料機(jī)構(gòu)��。溫控部分主要配合感應(yīng)加熱電源對(duì)工件進(jìn)行溫度閉環(huán)控制���,保證溫度控制精度和一致性。冷卻部分主要用來(lái)冷卻電源和透熱爐內(nèi)感應(yīng)線圈�����,保證設(shè)備正常運(yùn)行��。
工藝過(guò)程:加熱前���,工人在觸摸顯示屏上設(shè)置好加工參數(shù)�,確認(rèn)保存后開始加工����。人工將一批產(chǎn)品放置在上料機(jī)構(gòu)上,按啟動(dòng)按鈕����,上料機(jī)構(gòu)將產(chǎn)品送至在傳送帶上,傳送帶將產(chǎn)品傳送至待料區(qū),氣缸將產(chǎn)品推至送料區(qū)���,氣缸再將產(chǎn)品推至透熱爐�����,感應(yīng)加熱電源開始加熱�,同時(shí)紅外探頭對(duì)工件進(jìn)行溫度監(jiān)測(cè)���,溫度達(dá)到要求后�����,下一個(gè)產(chǎn)品將透熱爐內(nèi)的產(chǎn)品推出�����,反復(fù)此動(dòng)作���。
透熱爐說(shuō)明
按照工藝需求,多種棒料使用同一透熱爐��,故透熱爐內(nèi)徑按照大于工件的外徑制作����,長(zhǎng)度按照大于原本加熱長(zhǎng)度制作����,本方案采用封閉式透熱爐�,快速升溫的同時(shí)又起到保溫作用��。
本系統(tǒng)所使用感應(yīng)器為多匝螺旋感應(yīng)器��,線圈由優(yōu)質(zhì)大截面整根矩形銅管繞制而成����,管內(nèi)通水冷卻。為保護(hù)其絕緣強(qiáng)度�����,在線圈表面涂防潮絕緣漆后固為一體�����,整個(gè)感應(yīng)器制作完成后呈圓柱形���,其抗震性����,穩(wěn)定性好。
 244
244  分享 0
分享 0
 舉報(bào) 0
舉報(bào) 0
 收藏 0
收藏 0
 反對(duì) 0
反對(duì) 0
 點(diǎn)贊 0
點(diǎn)贊 0
業(yè)執(zhí)照待認(rèn)證")
號(hào)待認(rèn)證")



 河南 - 鄭州
河南 - 鄭州 2025年03月28日 ~ 30日
2025年03月28日 ~ 30日






 京公網(wǎng)安備 11010702002294號(hào)
京公網(wǎng)安備 11010702002294號(hào)