全部
▼
搜索
熱搜:
位置:中冶有色 >
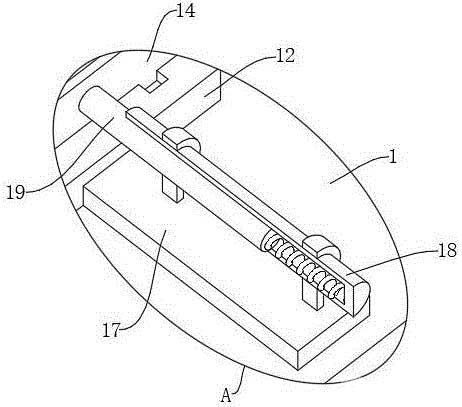
> 圓柱鋰電池正負(fù)極集流盤的焊接機(jī)構(gòu)
 175
編輯:中冶有色網(wǎng)
來源:宜興市惠華復(fù)合材料有限公司
175
編輯:中冶有色網(wǎng)
來源:宜興市惠華復(fù)合材料有限公司







 分享 0
分享 0
 舉報(bào) 0
舉報(bào) 0
 收藏 0
收藏 0
 反對(duì) 0
反對(duì) 0
 點(diǎn)贊 0
點(diǎn)贊 0

材料焊接與連接技術(shù)交流會(huì)")

 2025年03月28日 ~ 30日
2025年03月28日 ~ 30日 粒礦物選礦技術(shù)大會(huì)") 2025年03月28日 ~ 30日
2025年03月28日 ~ 30日 納米材料制備與應(yīng)用技術(shù)交流會(huì)") 2025年04月25日 ~ 27日
2025年04月25日 ~ 27日 交流會(huì)") 2025年04月25日 ~ 27日
2025年04月25日 ~ 27日 交流會(huì)") 2025年05月16日 ~ 18日
2025年05月16日 ~ 18日 

 京公網(wǎng)安備 11010702002294號(hào)
京公網(wǎng)安備 11010702002294號(hào)