全部
位置:中冶有色 >
有色技術頻道 >
礦山技術
冶金技術
材料制備及加工技術
環(huán)境保護技術
分析檢測技術
探礦技術
采礦技術
選礦技術
通用技術
> 選礦技術
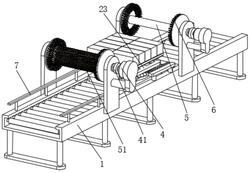
> 回轉(zhuǎn)窯內(nèi)襯耐火磚模塊成品打磨機
標題:回轉(zhuǎn)窯內(nèi)襯耐火磚模塊成品打磨機
 482
編輯:中冶有色技術網(wǎng)
來源:河南瑞泰節(jié)能新技術有限公司
482
編輯:中冶有色技術網(wǎng)
來源:河南瑞泰節(jié)能新技術有限公司
 分享 0
分享 0
 舉報 0
舉報 0
 收藏 0
收藏 0
 反對 0
反對 0
 點贊 0
點贊 0







































































 中冶有色技術平臺
中冶有色技術平臺
 2025年03月21日 ~ 23日
2025年03月21日 ~ 23日 
材料焊接與連接技術交流會")

學合作高峰論壇")




