生產(chǎn)實(shí)踐證明���,6105鋁合金裂紋傾向性比較大�����,特別是在6063��、6105等不同牌號鋁合金交叉更換生產(chǎn)的實(shí)際情況下���,6105鋁合金熔鑄工藝更難控制����,其鑄造速度����、鑄造溫度和冷卻水量比例不易把握��,本文通過對其出現(xiàn)的中裂現(xiàn)象進(jìn)行分析研究���,試驗(yàn)優(yōu)化其熔鑄工藝參數(shù)����,最大限度地減少甚至避免該類缺陷的產(chǎn)生���。
1鑄錠中裂現(xiàn)象�����、中裂爐次(6105合金)選擇
在直徑127規(guī)格圓鑄錠的普通水簾式鑄造實(shí)踐中�,6105合金表現(xiàn)出來的主要缺陷是中裂�����,主要影響因素是鑄造溫度、速度����、冷卻水量,根據(jù)上述條件從近年來生產(chǎn)的爐次中按班組�、日期、成品量等隨機(jī)抽取樣品爐次作為統(tǒng)計對象�����,進(jìn)行統(tǒng)計分析�。取樣品爐次還考慮在生產(chǎn)管理過程中,對鑄造工藝參數(shù)進(jìn)行合理的試驗(yàn)性調(diào)整����,選擇經(jīng)過試驗(yàn)性調(diào)整這樣的爐次,使樣品爐次更具有代表性����。
1.1生產(chǎn)過程:
熔鑄工藝流程:回爐廢料一原鋁液投爐一永磁攪拌一微量元素及Mg錠添加人爐一攪拌一熔煉爐N2噴粉精煉一扒渣一爐前預(yù)分析一轉(zhuǎn)爐一N2噴粉精煉一攪拌扒渣一預(yù)分析一靜置一在線鈦硼線桿細(xì)化晶粒一鑄造鑄錠(取成品樣)一均勻化一鋸切一質(zhì)檢。
1.2 典型爐次選擇
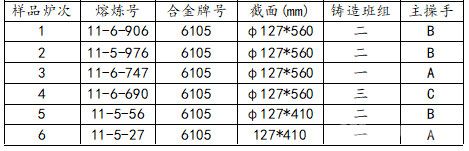
隨機(jī)選取本公司不同時間��、不同班組���、不同鑄造速度控制生產(chǎn)的6105合金127圓鑄錠��,共6爐次����。其中4個試樣爐次成品率高,2個爐次成品率低���。
a、樣品時間與爐次
b����、樣品爐次、合金牌號等對應(yīng)關(guān)系
c�����、投料及成品情況
1.3方法說明����、缺陷分類
a、根據(jù)鋸切質(zhì)量檢驗(yàn)情況對成品進(jìn)行統(tǒng)計���。合格率=成品量/鑄造量*100%�。
b、對出現(xiàn)缺陷的錠進(jìn)行分類分析��。1�、2號樣所對應(yīng)的爐次鑄錠缺陷是中裂。其它樣品爐次成品量正常�����。
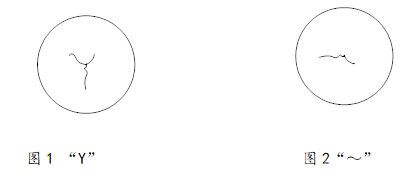
c�、在127鑄錠6105合金觀察到的裂紋種類與形狀。輕微“Y”���、輕微“~”�、清晰 “Y”�、清晰“~”。同一爐次中��,有“Y”裂紋�����,有“~”裂紋且偏離中心���,這個現(xiàn)象不同于水眼式結(jié)晶器鑄造以 “Y”裂紋形式居多且分布在中心為主����。
d、裂紋缺陷有半爐裂紋���、整爐裂紋��,有鑄造開頭裂紋�����,有鑄造過程裂紋。
1.4化學(xué)成份控制:
以滿足型材的力學(xué)性能及加工性能為主���,設(shè)計的某一組6105化學(xué)成份控制推薦值如下表:
除最大值外��,其它為控制范圍的目標(biāo)值
為了6105型材特定的力學(xué)性能要求��,如抗拉強(qiáng)度達(dá)σb 260MPa, 屈服強(qiáng)度達(dá)σp0.2 240MPa����,伸長率δ8%����,同時對導(dǎo)熱��、導(dǎo)電性能均有一定要求�����,Mg/Si低于1讓Si過剩��。因此設(shè)計的6105合金的化學(xué)成分��,其Mg����、Si是主要元素����,含量控制范圍較寬,Mn��、Cu含量控制適當(dāng)?shù)暮俊?XXX系列合金抗拉強(qiáng)度最大值在α(Al)—Mg—Si三相區(qū)內(nèi)[1]����,因此成份制訂時往往考慮Si過剩,遠(yuǎn)遠(yuǎn)偏離1.73的理論值。
任何合金的力學(xué)性能都應(yīng)該從具體的成份上去分析�����,當(dāng)然也與熱處理相關(guān)�。但是單純地比較合金本身的強(qiáng)度和硬度等力學(xué)性能是沒有實(shí)際意義的,可通過增加了某些合金以改善其本身缺陷����。但是隨著工藝的改進(jìn),某些規(guī)格某些牌號的鑄錠在過去發(fā)生的缺陷���,如:6063合金鑄錠裂紋現(xiàn)在基本不存在了�����。因此還是要根據(jù)型材成品性能的自身需求��,來制定合適的化學(xué)成份廠標(biāo)。
實(shí)踐證明6105合金的裂紋傾向性大���,但解決方向主要從工藝參數(shù)上來尋找����。
2 鑄造中裂現(xiàn)象原因分析
2.1 熔鑄成品合格率統(tǒng)計
熔鑄成品合格率統(tǒng)計 表一
2.2 對比分析
分別對每組數(shù)據(jù)進(jìn)行比較分析,從《熔鑄成品合格率統(tǒng)計表一》可看出:樣品爐次1���、樣品爐次2成品合格率低�,樣品爐次4成品合格率次之���,其它爐次合格率較高�。
1�、2取樣爐次與3取樣爐次成品率相比,鑄造速度快��,成品合格率低��。1取樣爐次比3取樣爐次鑄造溫度低��。其它可以做類似分析��。
①低溫快速�����、中溫快速鑄造的合格率均比較低�。1、2樣品爐次與3號樣品爐次的鑄造速度相差別7 mm/min�����,1、2樣品爐次的成品率低���。鑄造速度對中裂的影響最敏感����。3�、4樣品爐次相比,中溫慢速鑄造成品合格率高�����。中溫中速鑄造成品合格率中�。再一次證明速度對成品合格率的影響是敏感。
②冬季高溫快速鑄造成品合格率高(6號取樣爐次)��。夏季快速鑄造成品合格率低(1��、2號取樣爐次)�����。冬夏季節(jié)環(huán)境溫度差別�,影響到測量溫度的誤差,冷卻水水溫也有差別���,鑄造流槽鋁熔體降溫幅度也有差別�。因此��,在冷卻水溫低�����,熔鑄生產(chǎn)環(huán)境溫度低的情況下��,鑄造速度允許范圍較寬��。
③把6#取樣爐次與其它爐次相比����,電解原鋁液量與成品率相關(guān)性最小。因?yàn)殡娊庠X水量的多少表現(xiàn)出的是導(dǎo)致熔體超溫而引起鑄錠缺陷��,若熔煉精煉轉(zhuǎn)爐過程足夠長����,熔體降溫、熔體溫度均勻化等有利用于鑄錠冶金質(zhì)量的過程自然發(fā)生����,這樣消除了電解原鋁液量對裂紋的影響��。
2.3裂紋形成影響因素:
前邊分析了產(chǎn)生裂的原因����,主要是工藝參數(shù)不合理造成的���?!癥”裂紋與鑄造速度相關(guān)性最大�,其次是熔體溫度,再次冷卻水量���。
在水簾式結(jié)晶器中����,由于引錠頭對水簾內(nèi)環(huán)壓迫等外力作用下�,內(nèi)外環(huán)間的縫隙大小發(fā)生變化,不同側(cè)面的水簾大小不一致�,錠錠易表現(xiàn)出“~”型裂紋。
2.4其它影響因素:
鑄造冷卻水溫�����,環(huán)境溫度��,化學(xué)成份���,爐料結(jié)構(gòu)(鋁水比例)��,熔體過程超溫這些因素也會影響到鑄錠裂紋���。
3 鑄錠裂紋缺陷采取的防范措施
從樣品試驗(yàn)爐次的結(jié)果可以看出,雖能鑄造速度���、鑄造溫度���、冷卻水量之間是相互關(guān)聯(lián)的,但這些參數(shù)對成品率的影響是有一定規(guī)律性的��,只要通過這些規(guī)律性的分析�,就可能提出有效的預(yù)防措施。工藝3方案是最優(yōu)化的鑄造方案��,以此為基礎(chǔ)制訂工藝參數(shù)范圍����,在不同的情況下使用不同的工藝參數(shù)組合�����。對比各種方案���,上策控制鑄造速度,特別是在快速開機(jī)后����,應(yīng)把鑄造速度調(diào)回到正常鑄造速度;其次是控制冷卻水量在規(guī)定參數(shù)的范圍的上限,并且控制鑄造溫度����,當(dāng)熔體溫度因熔煉過程中超溫時,在鑄造前應(yīng)提早有效降溫���。事后鑄錠裂紋質(zhì)量檢測是下策的補(bǔ)救�����。
4結(jié)束語
通過上述分析總結(jié)����,采用普通水簾式鑄造方式,生產(chǎn)直徑6105鋁合金Φ127mm圓鑄錠�,以Mg/Si為1設(shè)定主合金化元素成分配比、鑄造速度143(mm/min)��、鑄造溫度725℃�、冷卻水量49%為宜�����,對某個獨(dú)立的工藝參數(shù)允許作上下偏差調(diào)整�,但隨著控制范圍的擴(kuò)大,其鑄錠出現(xiàn)裂紋的傾傾性增大�����。
參考文獻(xiàn):
[1] 鋁合金加工技術(shù)實(shí)用手冊 冶金工業(yè)出版社 肖亞慶(出版2005年1月�����、參考167頁)
聲明:
“6105鋁合金圓鑄錠中裂現(xiàn)象研究及預(yù)防” 該技術(shù)專利(論文)所有權(quán)利歸屬于技術(shù)(論文)所有人��。僅供學(xué)習(xí)研究�����,如用于商業(yè)用途�,請聯(lián)系該技術(shù)所有人��。
我是此專利(論文)的發(fā)明人(作者)
 746
編輯:中冶有色技術(shù)網(wǎng)
來源:南平鋁業(yè)有限公司
746
編輯:中冶有色技術(shù)網(wǎng)
來源:南平鋁業(yè)有限公司


成份控制")
計")

 分享 0
分享 0
 舉報 0
舉報 0
 收藏 0
收藏 0
 反對 0
反對 0
 點(diǎn)贊 0
點(diǎn)贊 0

 中冶有色技術(shù)平臺
中冶有色技術(shù)平臺粒礦物選礦技術(shù)大會")
 2025年03月25日 ~ 27日
2025年03月25日 ~ 27日 新大會")
構(gòu)材料大會暨第十一屆全國有色金屬結(jié)構(gòu)材料制備/加工及應(yīng)用技術(shù)交流會")
用技術(shù)交流會")
用技術(shù)交流會")












































































