引 言
富氧雙側(cè)吹熔池熔煉工藝是是一種高效、節(jié)能�����、環(huán)保的銅熔煉新工藝����。它與白銀﹑諾蘭達(dá)﹑艾薩﹑澳斯麥特和底吹煉銅法技術(shù)的比較有以下主要優(yōu)勢(shì)[1]:(1)設(shè)備上銅水套噴嘴壽命長(zhǎng),爐膛使用的銅水套和鋼水套使用壽命可達(dá)5年����,遠(yuǎn)比其他襯耐火材料使用時(shí)間長(zhǎng);爐墻采用銅水套圍成����,靠銅水套工作面上形成的冷凝爐渣層來(lái)抵御爐渣的沖刷和腐蝕���。(2)鼓入熔融渣層的富氧空氣或工業(yè)氧保證了熔體的強(qiáng)烈鼓泡攪拌�,攪拌功率大�����。在此種情況下�����,液��、固����、氣反應(yīng)極快�,使?fàn)t渣中的金屬或銅锍長(zhǎng)大至0.5~5mm的液滴,能迅速地下沉與爐渣分層�����。(3)床能力高;爐渣含銅量低;出爐煙氣SO2含量高利于制酸。但是���,其存在的問(wèn)題還有:在富氧雙側(cè)吹熔池熔煉技術(shù)中����,對(duì)于不同操作條件下�����,乳化層厚度及其隨時(shí)間的變化規(guī)律��,及乳化層內(nèi)冰銅與渣兩相的界面面積的確定��,目前為止���,還尚未有人進(jìn)行研究���。在工業(yè)上這層乳化層(乳濁液)不再單純是造渣氧化物的聚合體,而是以爐渣為基體�����,熔解了一定數(shù)量的液態(tài)硫化物����,銅锍粒子���,煙塵以及懸浮著一定數(shù)量的難熔物質(zhì)及和氣相產(chǎn)物的混合層。熔渣層中一定數(shù)量的硫化物的存在有效地阻止了鐵的過(guò)氧化��,而熔池內(nèi)的劇烈鼓泡攪動(dòng)則大大地改善了Fe3O4還原的動(dòng)力學(xué)條件��。這種吹厚渣層是雙側(cè)吹法和其他熔池熔煉法的區(qū)別[2,3]�。本研究目的在于測(cè)量不同噴嘴傾角及氣體流量下,熔池內(nèi)乳化層厚度﹑乳化層內(nèi)液滴尺寸分布的變化規(guī)律��,計(jì)算出傳質(zhì)界面面積A�。進(jìn)而為穩(wěn)定,順利的生產(chǎn)提供理論依據(jù)����。
1 實(shí) 驗(yàn)
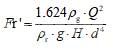
本實(shí)驗(yàn)以某企業(yè)銅熔煉爐為原型,采取相似比為1:8的比例���,建造了一個(gè)實(shí)驗(yàn)室比例模型進(jìn)行冷態(tài)物理模擬研究�。根據(jù)相似理論���,以水-油模擬實(shí)際熔煉中的銅锍-渣層�����,側(cè)吹空氣模擬工業(yè)上噴吹的富氧空氣[4]���,考察不同氣量及噴嘴傾角對(duì)乳化層厚度,乳化層內(nèi)液滴尺寸分布及兩相之間的界面面積的影響��,實(shí)驗(yàn)中通過(guò)單反相機(jī)進(jìn)行拍攝�,并通過(guò)IPP圖像處理軟件處理,得到相關(guān)實(shí)驗(yàn)數(shù)據(jù)���。
1.1 物理模擬原理
1.1.1 幾何相似
幾何相似考慮的是模型與原型主要尺寸的相似[5,6]��。研究側(cè)吹熔池熔煉過(guò)程的物理模型是水模型��,即用有機(jī)玻璃制成模擬富氧雙側(cè)吹爐���,用自來(lái)水模擬反應(yīng)器中的流體。在選定模型與原型的尺寸時(shí)����,可以根據(jù)研究對(duì)象和實(shí)驗(yàn)條件考慮,一般研究過(guò)程的水模型尺寸小于原型尺寸,即 Dm小于Dp(下標(biāo)m和p分別表示模型和實(shí)物)���。本實(shí)驗(yàn)中���,考慮實(shí)際情況,選定:
 (1-1)
(1-1)
1.1.2 動(dòng)力相似
對(duì)于物理模擬來(lái)說(shuō)�����,能夠找到與熔體物理性質(zhì)相近的實(shí)驗(yàn)室用的流體很困難��,因此前人所做的實(shí)驗(yàn)基本都是用自來(lái)水來(lái)模擬流體���,用空氣模擬富氧空氣來(lái)進(jìn)行模擬實(shí)驗(yàn)�。對(duì)于富氧雙側(cè)吹熔池熔煉反應(yīng)體系來(lái)說(shuō)�����,引起體系內(nèi)流動(dòng)的動(dòng)力主要是從反應(yīng)器側(cè)面傾斜吹入的氣流所帶來(lái)的沖擊力與產(chǎn)生的氣泡帶來(lái)的浮力����,因此保證模型與原型的修正弗洛德準(zhǔn)數(shù)相等,就能基本上保證它們的動(dòng)力相似[7-9]�。根據(jù)這一原則,可以確定模型中吹氣量的范圍,修正弗洛德準(zhǔn)數(shù)可以定義為:
 (1-2)
(1-2)
式中:—特征速度(m/s);—熔池深度(cm);—?dú)怏w密度(kg/m3);— 液體密度(kg/m3);
特征速度u可以由下式給出:
 (1-3)
(1-3)
式中:Q—?dú)怏w體積流量(m3/h);d—噴嘴直徑(mm)�。
將(1-3)代入(1-2),可得:
 (1-4)
(1-4)
為模型的弗洛德準(zhǔn)數(shù)�����,為原型的弗洛德準(zhǔn)數(shù)�����,由得出:
 (1-5)
(1-5)
因此���,可用(1-5)式確定模型中的吹氣量。
1.2 實(shí)驗(yàn)裝置
實(shí)驗(yàn)裝置是以某企業(yè)的反應(yīng)器為模型����,根據(jù)生產(chǎn)實(shí)際情況,確定了模型與實(shí)際設(shè)備之間的比例為1:8進(jìn)而設(shè)計(jì)了物理模擬裝置。同時(shí)也根據(jù)比例設(shè)計(jì)了不同傾角的噴嘴結(jié)構(gòu)。如下圖1為實(shí)驗(yàn)室物理模擬模型�,圖2為噴嘴。
驗(yàn)室銅側(cè)吹熔煉模型 圖2 不同直徑的噴嘴")
1.3 乳化實(shí)驗(yàn)原理
1.3.1 乳化層的形成及其高度隨時(shí)間的變化規(guī)律
在水-油模擬的體系中����,利用相機(jī)采集圖片信息����,將圖片導(dǎo)出到電腦中����,利用圖像處理軟件(Image-Pro-Plus 6.0)對(duì)圖像進(jìn)行分析�����,得出不同操作條件下乳化層高度及其隨時(shí)間的變化規(guī)律����。
1.3.2 液滴在乳化層中的尺寸分布及界面面積的確定
通過(guò)氣體攪拌可將大液滴打碎成小液滴,增加了界面面積����,大大促進(jìn)兩相反應(yīng);并且產(chǎn)生的液滴直徑越小,體積越小�����,其比表面積就越大����,則相同體積下?lián)碛械谋砻娣e就越大,越能增大傳質(zhì)速率�����,加快反應(yīng)[10-12]。研究中�,對(duì)采集的圖像利用Image Pro-Plus 6.0軟件進(jìn)行分析,得到每個(gè)液滴的直徑����,再利用公式(2-11)進(jìn)行計(jì)算�,得到體積表面積平均直徑(SMD)。
 (1-6)
(1-6)
此處���,為單個(gè)液滴的當(dāng)量直徑����。
1.3.3 乳化區(qū)內(nèi)水相與油相之間的界面面積的確定
在冶金反應(yīng)過(guò)程中�,金-渣間傳輸物質(zhì)傳質(zhì)過(guò)程總速率可表示如下[13-15]:
 (1-7)
(1-7)
式中Ce為與渣平衡的金屬中組元i 的濃度,mol/l;Ci 為金屬中組元i 的濃度�����,mol/l;ka為容量傳質(zhì)系數(shù)��,1/s;t 為時(shí)間���,s��。
在物理模擬中���,我們通過(guò)吸收速率實(shí)驗(yàn)可以測(cè)得容量傳質(zhì)系數(shù)ka���,其中:
 (1-8)
(1-8)
K:質(zhì)量傳質(zhì)系數(shù);A:界面面積;V:熔體體積。
我們很難求得質(zhì)量傳質(zhì)系數(shù)與界面面積這兩項(xiàng)�����,而這兩項(xiàng)恰恰是影響傳質(zhì)的關(guān)鍵因素����。本研究中,由于體系的不透光性����,使得拍攝所得的圖像中,液滴就是一個(gè)平面上的�,沒(méi)有重疊,這樣使得界面面積的求得有可能�����,與此同時(shí),質(zhì)量傳質(zhì)系數(shù)也可求出����。對(duì)以后研究質(zhì)量傳遞有一定的意義。
其中�����,為液滴體積;為乳化層體積;為液滴在乳化層中的體積百分比�。
2 實(shí)驗(yàn)結(jié)果與討論
本研究針對(duì)乳化層認(rèn)知不清的問(wèn)題,利用富氧雙側(cè)吹模型進(jìn)行水模擬研究��,根據(jù)相似理論��,以水-油模擬實(shí)際熔煉中的銅锍-渣層��,側(cè)吹空氣模擬工業(yè)上噴吹的富氧空氣���,考察氣量從17m3/h變化到25m3/h,噴嘴傾角分別為7°����,12°和17°時(shí)對(duì)乳化層厚度,乳化層內(nèi)液滴尺寸分布及兩相之間的界面面積的影響��,實(shí)驗(yàn)中通過(guò)單反相機(jī)進(jìn)行拍攝,并通過(guò)IPP軟件處理�,得到相關(guān)實(shí)驗(yàn)數(shù)據(jù)。
2.1 乳化層的形成過(guò)程
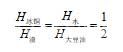
水模型內(nèi)放有水-油兩相��,其中水相模擬工業(yè)上的冰銅層����,模型與工業(yè)原型按幾何相似,向模型中加入自來(lái)水至水的上表面距模型底部10cm為止����,再向模型中注入植物油,使其上表面距水的上表面20cm�����,如圖2.1所示�,使其滿足式(2-1):
 (2-1)
(2-1)

圖 2.1 模型加水與油的位置
Firure 2.1 The water and oil position in model
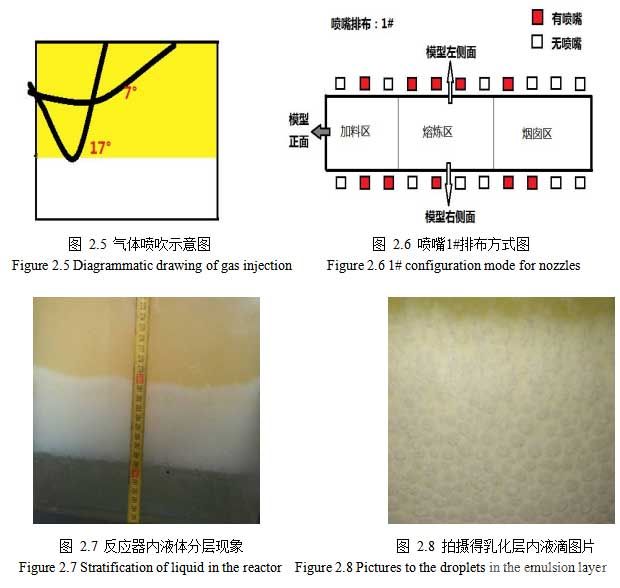
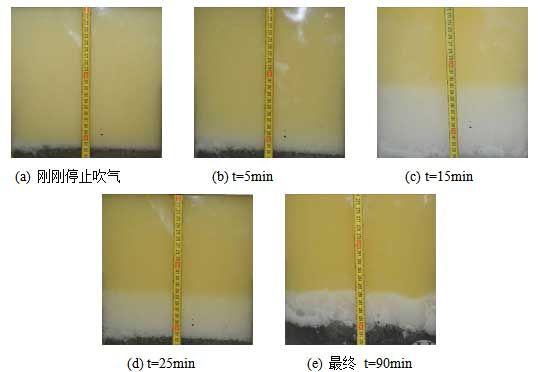
在實(shí)驗(yàn)時(shí),為模擬工業(yè)中加料形式�����,從加料口位置將水注入模型內(nèi)至油層上表面浮至距模型下邊緣30cm���,與此同時(shí)氣體從模型側(cè)面噴吹入模型內(nèi)�,加料結(jié)束后繼續(xù)噴吹5分鐘后停止。此后����,記錄下乳化層的形成過(guò)程如下圖2.2。
從圖2.2(a)可以看到�����,實(shí)驗(yàn)中由于從反應(yīng)器側(cè)面噴入氣體�,氣流的沖擊力帶來(lái)的動(dòng)量與氣泡上浮產(chǎn)生的浮力對(duì)熔池內(nèi)油層有很大的攪動(dòng),致使油-水-空氣三相充分接觸�,發(fā)生乳化作用,但由于攪拌劇烈�����,使得包含著液滴的乳化層未能從乳化相中分離開(kāi)來(lái)���。圖2.2(b)是停吹后5分鐘拍攝到的,其與圖a的區(qū)別在于下部含有液滴的乳化層逐漸形成�����。圖2.2(c)可明顯看出乳化層的上下邊緣��,這是由于乳化層中含有的液滴其中包含水與油,而水的密度大于油的密度���,導(dǎo)致水滴向下運(yùn)動(dòng)�,由于水滴外面可能包裹著油滴(或油滴包裹著水滴)�����,使得部分油與水同時(shí)下落��,形成白顏色的乳化層�,與油相(其中含有水相)分離,產(chǎn)生明顯邊界��。圖(d),(e)表明乳化層隨時(shí)間會(huì)逐漸變薄��,最終基本穩(wěn)定在一個(gè)厚度��。這是由于重力差使得水向下運(yùn)動(dòng)而油向上運(yùn)動(dòng)��,這時(shí)乳化層會(huì)慢慢變薄���。最終由于濃度差的存在�����,使得乳化層中由于重力差向外擴(kuò)散出去的水與油的質(zhì)量等于由濃度差引起的向內(nèi)擴(kuò)散來(lái)的水與油的質(zhì)量��,從而保持了乳化層厚度不發(fā)生變化����。
圖 2.2 乳化層的形成過(guò)程
Figure 2.2 The formation process of emulsion layer
2.2 乳化層厚度的變化
(1) 不同氣體流量對(duì)乳化層厚度的影響
實(shí)驗(yàn)時(shí),在噴嘴傾角為7°���,噴嘴直徑為3.7mm��,排布方式為1#排布的情況下��,測(cè)得了氣體流量從17m3/h變化到25m3/h的乳化層厚度���,結(jié)果見(jiàn)圖2.3。
從圖2.3中�����,我們可以看到��,隨著氣體流量的增大�����,乳化層的厚度從氣量為17m3/h的9.0cm增加到氣量為25m3/h的13.4cm��。當(dāng)流量為17m3/h時(shí)��,氣體的氣速為44m/s�����,而流量為25m3/h時(shí)����,氣速為65m/s。氣速越大����,氣體所攜帶的動(dòng)能就越大,與水油相遇時(shí)傳遞給它們的動(dòng)量越多����,水與油混合得越好,乳化程度越深����,這就導(dǎo)致乳化層的厚度隨著氣量的增加而增加。
與此同時(shí),當(dāng)氣速大的氣流與水和油相撞時(shí)��,便將水與油打碎成直徑更小的液滴���。在液滴運(yùn)動(dòng)的過(guò)程中會(huì)受到重力��,浮力與曳力�,其中:
其中�����,為液滴密度��,為流體密度���,d為液滴直徑�����,為阻力系數(shù)�,為沉降速度�����。
達(dá)到沉降速度時(shí)�����,阻力大小應(yīng)等于凈重力���,即
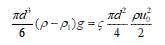 (2-2)
(2-2)
解得: (2-3)
(2-3)
從式(2-2)我們可以看出����,液滴的沉降速度與液滴直徑有關(guān)�,其直徑越小,沉降速度也就越小����。同時(shí),由于在乳化層中會(huì)有水油相互包裹的現(xiàn)象����,則液滴直徑越小,其比表面能越高��,水油發(fā)生分離越困難��,這也是導(dǎo)致乳化層厚度隨氣流量增大而增高的原因之一�。
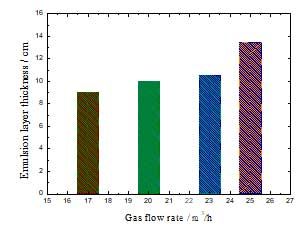
圖 2.3 不同氣體流量下乳化層厚度直方圖
Figure 2.3 The emulsion thickness histogram under different gas flow
(2) 噴嘴傾角對(duì)乳化層厚度的影響
實(shí)驗(yàn)時(shí)�����,在噴嘴直徑為3.7mm,氣體流量為20m3/h��,排布為1#排布的情況下�����,考察噴嘴傾角分別為7°�����,12°和17°的情況下�,乳化層的厚度變化��。
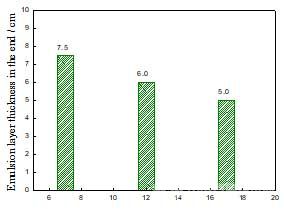
圖 2.4 乳化層厚度隨噴嘴傾角變化圖
Figure 2.4 Emulsion layer thickness varies with the nozzle angles
從圖2.4可以看出��,隨著噴嘴傾角的增加����,乳化層的最終高度是降低的。從圖2.5中可以看出�,隨著噴嘴傾角的增加,噴吹位置下移導(dǎo)致噴吹范圍縮小�,并且由于噴嘴傾角增大會(huì)使下面的水層界面波動(dòng)較大��,易使水向中夾帶油相也就是工業(yè)上的冰銅層中混有渣相�,帶來(lái)麻煩�。同時(shí)�����,噴吹范圍的縮小使得油相的混合效果變差��,導(dǎo)致乳化層隨噴吹角度的增大而減小[16]����。
2.3液滴在乳化層中的尺寸分布及界面面積的確定
實(shí)驗(yàn)時(shí),通過(guò)單反相機(jī)對(duì)不同操作條件下的乳化層進(jìn)行拍照����,得到如圖2.7,2.8所示的存在于乳化層內(nèi)的小液滴的圖片��,再用Image Pro-Plus 6.0軟件進(jìn)行數(shù)據(jù)分析��,得到不同條件下乳化層內(nèi)液滴的尺寸并確定界面面積�。
2.3.1 不同氣體流量對(duì)液滴尺寸及界面面積的影響
實(shí)驗(yàn)時(shí),在噴嘴傾角為7°�,噴嘴直徑為3.7mm�,噴嘴排布方式為1#的情況下����,考察了不同氣體流量對(duì)液滴尺寸及界面面積的影響。在前面的敘述中��,我們得知:通過(guò)氣體攪拌可大大促進(jìn)任何兩相反應(yīng)并且增加界面面積�����。乳化現(xiàn)象對(duì)爐渣和金屬之間的反應(yīng)速率以及傳質(zhì)速率的貢獻(xiàn)是非常巨大的���,兩相之間的傳質(zhì)速率與界面面積直接相關(guān)����,具體表達(dá)式如下所示:
 (2-4)
(2-4)
此處����,k為傳質(zhì)系數(shù),A為界面面積���,表示穿過(guò)界面的濃度梯度��。
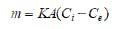
為了預(yù)測(cè)傳質(zhì)動(dòng)力學(xué)�,不得不量化其中的界面面積[6]。對(duì)于大多數(shù)的研究來(lái)講����,他們都只是測(cè)量了體系的容量傳質(zhì)系數(shù),而不能將傳質(zhì)面積與傳質(zhì)系數(shù)分別求得�。本實(shí)驗(yàn)中,通過(guò)對(duì)所獲截面上的液滴尺寸進(jìn)行統(tǒng)計(jì)��,根據(jù)公式計(jì)(1-6)﹑(1-9)和(1-10)算出Sauter平均直徑(SMD),即體積表面積平均直徑和界面面積���。從圖2.9中我們可以看到乳化層中液滴的尺寸分布與不同直徑的液滴數(shù)目占整個(gè)統(tǒng)計(jì)液滴數(shù)目的百分比。通過(guò)公式(1-6)的計(jì)算得到圖2.10��,即液滴的SMD圖[17]����。
從圖2.9中可以看到,實(shí)驗(yàn)時(shí)對(duì)350~500個(gè)液滴進(jìn)行統(tǒng)計(jì)分析���,在氣體流量為17m3/h時(shí)����,液滴尺寸分布直方圖峰值較低����,液滴尺寸主要集中在2.5mm~5.0mm區(qū)間內(nèi)���,其所占比例為:92.03%。此時(shí)�,液滴的SMD為:3.31mm。隨著氣體流量的增大���,液滴尺寸分布直方圖峰值突起�����,液滴尺寸主要集中在2.0mm~3.0mm范圍內(nèi)���,其所占比例為:91.36%。同時(shí)液滴的SMD縮小為:2.31mm��。
在整個(gè)液滴的尺寸分布中����,較小的液滴(直徑≤1.0mm)與較大的液滴(直徑≥6.0mm)的液滴所占的比例非常少,可合理推斷乳化層內(nèi)液滴的尺寸分布為1.0mm~6.0mm之間���。從圖2.9右側(cè)的百分比圖中很明顯地看出�,隨著氣體流量的增大,百分比峰值逐漸向直徑小的方向移動(dòng)���,這表明隨氣量增大���,乳化層內(nèi)被包裹的水滴尺寸逐漸減小。
在水-油相流動(dòng)體系中��,當(dāng)一個(gè)液滴經(jīng)歷鄰近移動(dòng)流體的剪切力時(shí)����,它能保持停滯狀態(tài)或被推入旁邊���,這取決于它的慣性和應(yīng)力的大小�����。在黏度較大的相中較大的液滴被推向遠(yuǎn)處的難度較大����。因此�,它們更有可能被打碎成小的液滴。與之相反,對(duì)于慣性較小的液滴來(lái)說(shuō)�����,也就是尺寸較小的液滴��,它更傾向于被流體推至遠(yuǎn)處�。因此,通過(guò)增加氣體流速�,尺寸大的液滴能更容易被分離成較小的液滴。所以我們有理由認(rèn)為����,對(duì)于一個(gè)明確的液體和速度場(chǎng)體系,其具有一個(gè)臨界液滴尺寸�����,即液滴不能發(fā)生破碎的最小尺寸�����。
從圖2.10看出��,隨著氣體流量的增大���,液滴的SMD從3.31mm逐漸遞減至3.01mm�,2.32mm最終至2.31mm。當(dāng)氣體流量增大到一定程度后�,液滴尺寸基本維持在2.3mm而不再減小,這與上述結(jié)論一致�。并且我們可以合理推斷甚至在高流速情況下,水-油熔池內(nèi)的平均液滴尺寸不能小于2~4 mm���,即發(fā)生乳化作用液滴的臨界尺寸為2~4mm����。
圖2.11給出了在不同氣體流量情況下��,乳化區(qū)界面面積與氣體流速的函數(shù)關(guān)系��。正如圖中所見(jiàn)�����,界面面積幾乎隨氣體流速的增加而線性增加�。從30.29m2逐漸遞增36.20m2���,47.47m2至54.33m2�����。
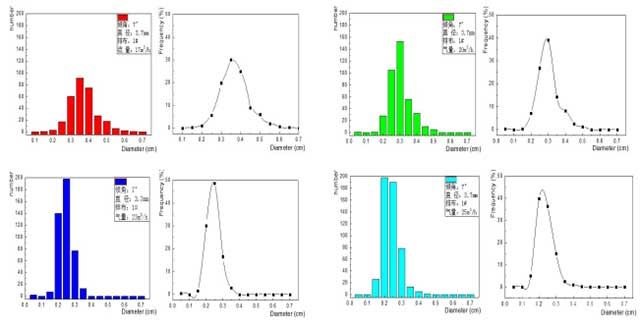
圖 2.9 液滴尺寸分布直方圖與微分分布圖
Figure 2.9 The droplet size distribution histogram and the differential distribution
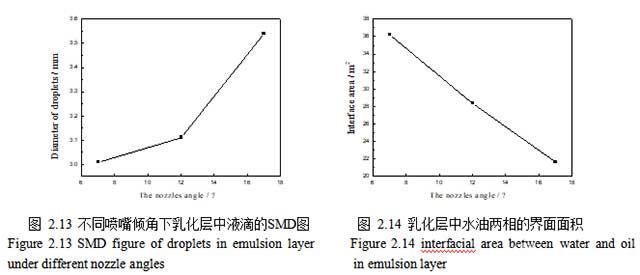
2.3.2 不同噴嘴傾角對(duì)液滴尺寸及界面面積的影響
實(shí)驗(yàn)中����,噴嘴直徑為3.7mm,流量為20m3/h��,排布為1#排布�,考察不同噴嘴傾角下液滴的直徑分布及乳化層中水油兩相的界面面積,同時(shí)檢驗(yàn)上述結(jié)論的準(zhǔn)確性��。
圖2.12給出了噴嘴傾角分別為7°�����,12°和17°條件下乳化層內(nèi)液滴尺寸分布直方圖與微分分布圖��。我們可以看出直方圖與曲線的峰值隨角度的增加而降低�����,且曲線的峰值隨角度的增大有向右移動(dòng)的趨勢(shì)����。圖2.12與圖2.9的變化規(guī)律可以說(shuō)是相反的�。結(jié)合圖2.13進(jìn)行說(shuō)明�。造成這種現(xiàn)象的原因是,當(dāng)角度增大時(shí)��,噴吹的位置由原來(lái)的油層變?yōu)樗畬?��,此時(shí)對(duì)油層的攪拌作用減弱��,油層混合效果不好��,則乳化層會(huì)降低�。同時(shí)����,由于攪拌效果不好,只有一小部分的液滴被打碎成小液滴�����,而大部分讓然保持大液滴的本質(zhì)�����,從而隨著傾角的增大����,液滴的SMD值也隨之增大。
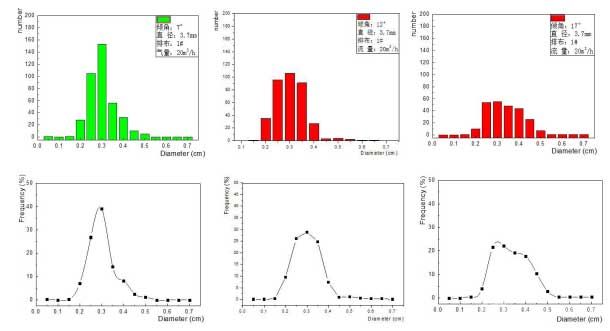
圖 2.12 液滴尺寸分布直方圖與微分分布圖
Figure 2.12 The droplet size distribution histogram and the differential distribution
3 結(jié) 論
本文是主要是通過(guò)冷態(tài)物理模型的研究方法�,考察了氣體流量和噴嘴角度對(duì)乳化層厚度,液滴尺寸分布及乳化層界面面積的影響����,得到以下結(jié)論:
⑴ 乳化層的高度隨著噴嘴傾角的增大而減小;隨著氣體流量的增加而增加。
⑵ 乳化層中液滴的SMD值隨著氣體流量的增大而減小���,隨著噴嘴傾角的增大而增大����。
⑶ 乳化層界面面積隨著氣體流量的增大呈幾乎線性增大;界面面積隨角度的增大呈線性減小����。
⑷ 發(fā)生乳化現(xiàn)象的液滴的臨界SMD值為2~4mm。
REFERENCES
[1] 陳淑萍���,伍贈(zèng)玲���,藍(lán)碧波等.火法煉銅技術(shù)綜述[J],銅業(yè)工程���,2010��,106:44-49.
[2] 李賦屏.銅論[M]����,北京:科學(xué)出版社,2012�����,4.
[3] 朱祖澤����,賀家齊.現(xiàn)代銅冶金學(xué)[M],北京:科學(xué)出版社�,2003,5.
[4] 顏清君. 閃速爐熔煉過(guò)程模擬[D]���,長(zhǎng)沙:中南大學(xué)����,2007.
[5] 朱軍�����,薛晶晶��,田清章.有色金屬熔池熔煉的物理模擬研究[J]�,鑄造技術(shù),2012�����,33(1):48-51.
[6] J. S. Maale AALE���,B. O. Benadda�����,M. T. Terbein, et al.Interfacial area and volumetric mass transfer coefficient in a bubble reactor at elevated pressures[J]��,Chemical Engineering Science,2003,58(11):2365-2376
[7] 張波����,史誼峰, 楊曉琴. 艾薩爐水模擬氣量與均混時(shí)間的研究[J]����,云南冶金,2007��,36(4):31-33.
[8] 羅銀華,王志超.富邦富氧側(cè)吹熔池?zé)掋~爐生產(chǎn)實(shí)踐(冶煉部分)[J]��,2013�,7:19-22.
[9] J. Szekely,N. J. Themelis.Rate phenomena in process metallurgy[M]���,New York:Wiley�,1971,23.
[10] J. N. Coupland�,D. Julian McClements.Physical Properties of Liquid Edible Oils[J],J.N. Coupland and D.J. Mcclements,1997,74(12):1559-1564.
[11] Leili Tafaghodi Khajavi.覆蓋厚渣層底吹冶金熔池的乳化行為冷模擬的研究[J]����,現(xiàn)代冶金,2013,1:15-22.
[12] M. Rosales, C. León, A. Moyano. Mathematical and physical model for the teniente converter fluid dynamics[J], Mining and Metallurgy,2006,7:161-171.
[13] 張波.艾薩爐水模擬研究[D]����,昆明:昆明理工大學(xué)�����,2006.
[14] 李欣.復(fù)吹轉(zhuǎn)爐吹煉容量傳質(zhì)系數(shù)的研究[D]�����,沈陽(yáng):東北大學(xué)���,2010.
[15] 袁志哥��,彭濟(jì)時(shí).銅熔池熔煉傳質(zhì)的模擬研究[J]���,西安冶金建筑學(xué)院學(xué)報(bào)����,1990,22(3):271-278.
[16] N. J. Themelis�, P. Tarassoff,J. Szekely.Gas-liquid momentum transfer in a copper converter[J]�����,Transactions of the metallurgical society of alme�����,1969�����,245:2425-2433.
[17] J. B. Joshi.Computational flow modeling and design of bubble column reactors,Chemical Engineering Science�����,2001��,56:5893-5933.
聲明:
“富氧雙側(cè)吹熔煉銅過(guò)程的物理模擬研究” 該技術(shù)專(zhuān)利(論文)所有權(quán)利歸屬于技術(shù)(論文)所有人����。僅供學(xué)習(xí)研究,如用于商業(yè)用途�,請(qǐng)聯(lián)系該技術(shù)所有人。
我是此專(zhuān)利(論文)的發(fā)明人(作者)
 934
編輯:中冶有色技術(shù)網(wǎng)
來(lái)源:東北大學(xué)多金屬共生礦生態(tài)化冶金教育部重點(diǎn)實(shí)驗(yàn)室
934
編輯:中冶有色技術(shù)網(wǎng)
來(lái)源:東北大學(xué)多金屬共生礦生態(tài)化冶金教育部重點(diǎn)實(shí)驗(yàn)室


 分享 0
分享 0
 舉報(bào) 0
舉報(bào) 0
 收藏 0
收藏 0
 反對(duì) 0
反對(duì) 0
 點(diǎn)贊 0
點(diǎn)贊 0

 中冶有色技術(shù)平臺(tái)
中冶有色技術(shù)平臺(tái)異質(zhì)材料焊接與連接技術(shù)交流會(huì)")
 2025年03月28日 ~ 30日
2025年03月28日 ~ 30日 新大會(huì)")
超硬材料制備與應(yīng)用技術(shù)交流會(huì)")
核材料產(chǎn)學(xué)合作高峰論壇")
")

 京公網(wǎng)安備 11010702002294號(hào)
京公網(wǎng)安備 11010702002294號(hào)