全部
▼
搜索
熱搜:
位置:中冶有色 >
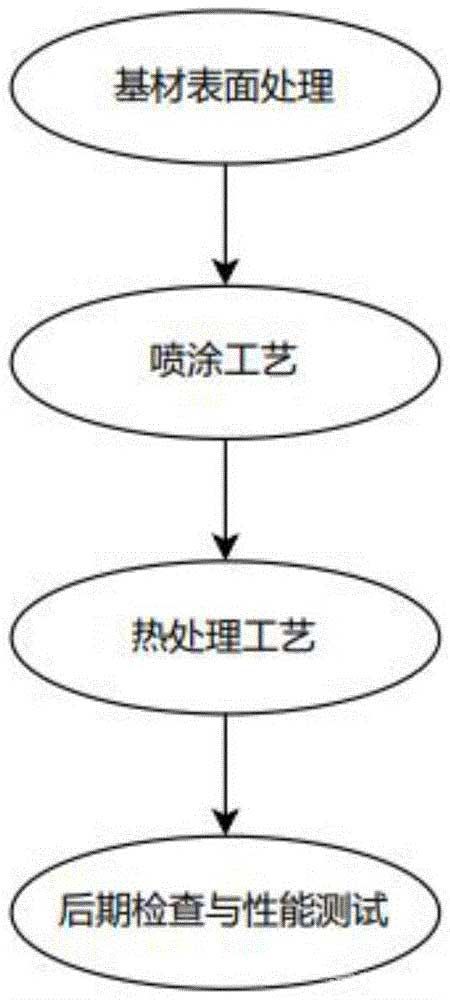
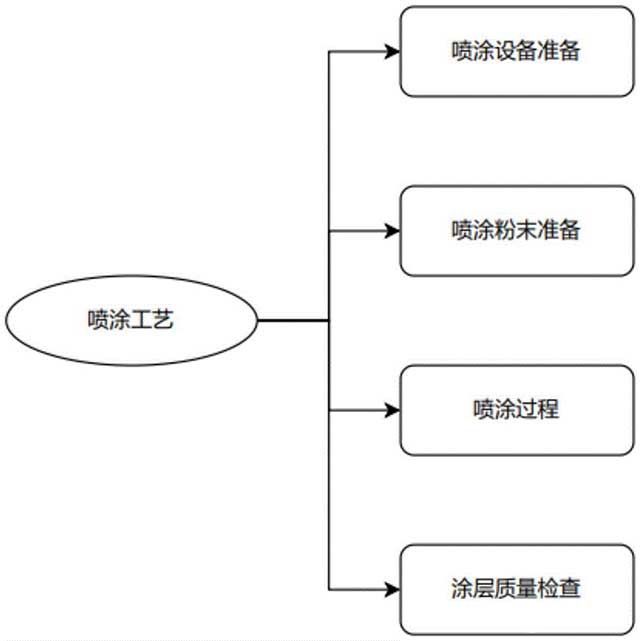
> 噴涂特種耐磨合金的工藝
 184
編輯:中冶有色網(wǎng)
來源:江蘇明通福路流體控制設(shè)備有限公司
184
編輯:中冶有色網(wǎng)
來源:江蘇明通福路流體控制設(shè)備有限公司


 分享 0
分享 0
 舉報 0
舉報 0
 收藏 0
收藏 0
 反對 0
反對 0
 點贊 0
點贊 0

創(chuàng)新大會")

 2025年03月28日 ~ 30日
2025年03月28日 ~ 30日 粒礦物選礦技術(shù)大會") 2025年03月28日 ~ 30日
2025年03月28日 ~ 30日  2025年04月24日 ~ 27日
2025年04月24日 ~ 27日 交流會") 2025年04月25日 ~ 27日
2025年04月25日 ~ 27日 業(yè)高質(zhì)化利用發(fā)展大會") 2025年05月09日 ~ 11日
2025年05月09日 ~ 11日