<abbr id="mgqog"></abbr>
全部
位置:中冶有色 >
有色技術頻道 >
礦山技術
冶金技術
材料制備及加工技術
環(huán)境保護技術
分析檢測技術
探礦技術
采礦技術
選礦技術
通用技術
> 采礦技術
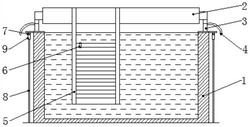
> 光學金屬結構件的電解著色方法
標題:光學金屬結構件的電解著色方法
 175
編輯:管理員
來源:江西鳳凰光學科技有限公司
175
編輯:管理員
來源:江西鳳凰光學科技有限公司
 分享 0
分享 0
 舉報 0
舉報 0
 收藏 0
收藏 0
 反對 0
反對 0
 點贊 0
點贊 0







































































 中冶有色技術平臺
中冶有色技術平臺
 2025年03月25日 ~ 27日
2025年03月25日 ~ 27日 

新大會")





