Table 1Chemical composition of 7B04 aluminum alloy (mass fraction, %)
Zn
Mg
Cu
Mn
Fe
Ti
Si
Al
5.96
2.22
1.60
0.40
0.06
0.04
0.03
Bal.
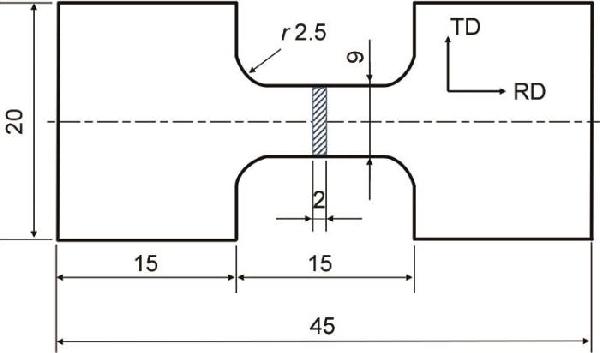
超塑拉伸試樣的尺寸如圖1所示,平行段尺寸為15 mm,寬6 mm,厚2 mm
拉伸實驗采用萬能電子力學試驗機,型號為WDW-200
試驗機的加熱爐為三段式空氣加熱爐,中空柱狀加熱區(qū)的直徑為100 mm,高度為300 mm,溫度均勻性為±10℃,保溫區(qū)長度≥200 mm
使用搭肩式夾具,以保證拉伸試樣在高溫環(huán)境不易脫滑且平行段變形穩(wěn)定
圖1超塑拉伸實驗試樣的尺寸
Fig.1Schematic diagram of superplastic tensile specimen (unit: mm)
 1016
編輯:中冶有色技術網(wǎng)
來源:楊文靜,李光宇,王建,丁樺,張寧,張艷苓,侯紅亮,李志強
1016
編輯:中冶有色技術網(wǎng)
來源:楊文靜,李光宇,王建,丁樺,張寧,張艷苓,侯紅亮,李志強








 分享 0
分享 0
 舉報 0
舉報 0
 收藏 0
收藏 0
 反對 0
反對 0
 點贊 0
點贊 0









































































 中冶有色技術平臺
中冶有色技術平臺
 2025年03月28日 ~ 30日
2025年03月28日 ~ 30日 材料焊接與連接技術交流會")
新大會")

資源科技創(chuàng)新發(fā)展論壇")




