全部
▼
搜索
熱搜:
位置:中冶有色 >
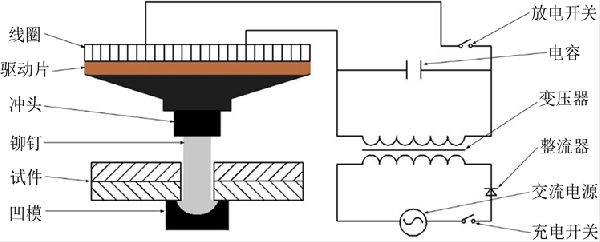
> 鋁合金電磁鉚接接頭耐腐蝕特性研究
 680
編輯:中冶有色技術(shù)網(wǎng)
來源:呼 嘯, 于衛(wèi)東, 孫立強(qiáng)
680
編輯:中冶有色技術(shù)網(wǎng)
來源:呼 嘯, 于衛(wèi)東, 孫立強(qiáng)


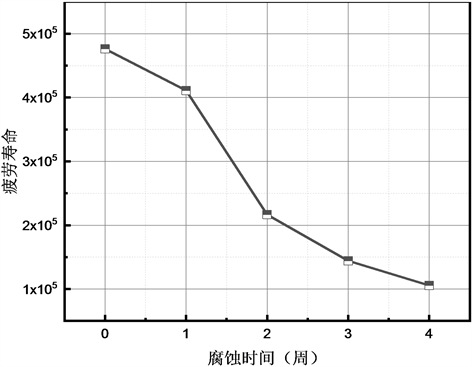
| 腐蝕時間 | 疲勞壽命 | 平均值 |
| 1周 | 458,209 | 411,046 |
| 389,520 | ||
| 385,410 | ||
| 2周 | 127,248 | 216,484 |
| 325,289 | ||
| 196,915 | ||
| 3周 | 125,289 | 144,280 |
| 200,656 | ||
| 106,895 | ||
| 4周 | 73,319 | 105,571 |
| 96,586 | ||
| 146,810 |
| 腐蝕時間 | 疲勞壽命 | 平均值 |
| 1周 | 458,209 | 411,046 |
| 389,520 | ||
| 385,410 | ||
| 2周 | 127,248 | 216,484 |
| 325,289 | ||
| 196,915 | ||
| 3周 | 125,289 | 144,280 |
| 200,656 | ||
| 106,895 | ||
| 4周 | 73,319 | 105,571 |
| 96,586 | ||
| 146,810 |

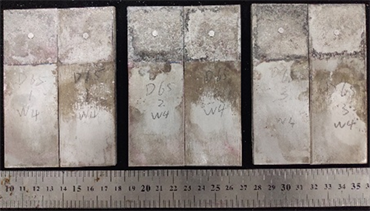

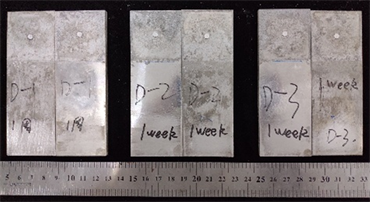
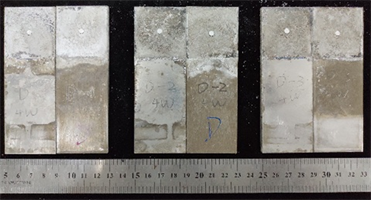
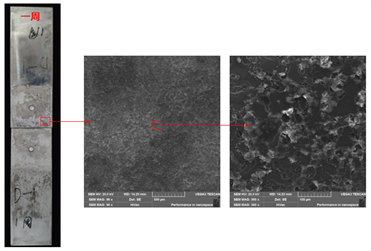 (a) 一周
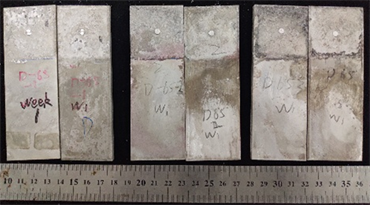
(a) 一周 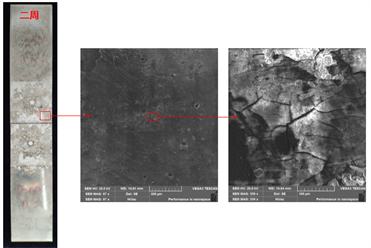 (b) 二周
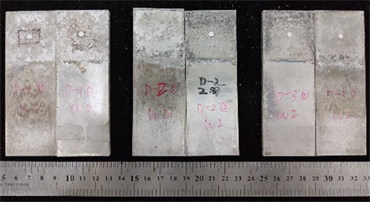
(b) 二周  (c) 三周
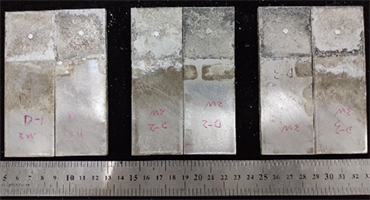
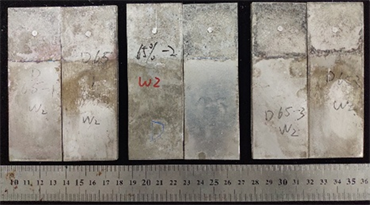
(c) 三周 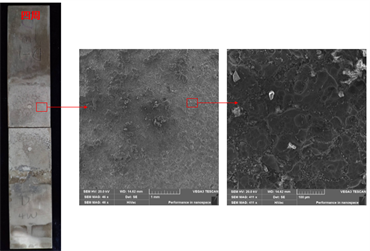 (d) 四周
(d) 四周
| [1] |
Sehra, A.K. and Jr., W.W. (2004) Propulsion and Power for 21st Century Aviation. Progress in Aerospace Sciences, 40, 199-235. https://doi.org/10.1016/j.paerosci.2004.06.003 |
| [2] | 侯東旭, 臧建新, 張偉, 隗功正, 裴彪, 安立輝. 運載火箭鉚接艙段單元制造模式研究[J]. 航空精密制造技術(shù), 2019(2): 18-21. |
| [3] | 王元良, 屈金山. 鋁合金焊接性能及焊接接頭性能[J]. 中國有色金屬學(xué)報, 1997(1): 69-74. |
| [4] | 劉志華, 趙兵, 趙青. 21世紀(jì)航天工業(yè)鋁合金焊接工藝技術(shù)展望[J]. 導(dǎo)彈與航天運載技術(shù), 2002(5): 63-68. |
| [5] | 張岐良, 曹增強(qiáng). 復(fù)合材料螺接性能的影響因素研究[J]. 航空學(xué)報, 2012, 33(4): 755-762. |
| [6] | 申林遠(yuǎn), 曹宇, 劉東平, 楊帥, 陶現(xiàn)賓. 運載火箭艙段壁板自動鉆鉚技術(shù)應(yīng)用研究[J]. 航天制造技術(shù), 2018, 211(5): 29-32. |
| [7] | 葛建峰. 電磁鉚接工藝研究[D]: [碩士學(xué)位論文]. 西安: 西北工業(yè)大學(xué), 2005. |
| [8] |
Jiang, H., Cong, Y., Zhang, X., et al. (2018) Fatigue Degrada-tion after Salt Spray Ageing of Electromagnetically Riveted Joints for CFRP/Al Hybrid Structure. Materials & Design, 142, 297-307. https://doi.org/10.1016/j.matdes.2018.01.047 |
| [9] | Cao, Z. (2008) Exploration of Electromagnetic Riveting Application in Large Aircraft Manufacturing. Acta Aeronautica et Astronautica Sinica, 39, 716-720. |
| [10] | 高明輝, 秦玉波, 薛俊, 孫鷂鴻. 基于電磁發(fā)射技術(shù)的新型電磁鉚接設(shè)備與工藝研究[J]. 航空制造技術(shù), 2015, 58(21): 87-90. |
| [11] | 李光耀, 馮雪瑞, 蔣浩, 齊麟, 崔俊佳, 張旭. 碳纖維-鋁合金電磁鉚接與準(zhǔn)靜態(tài)壓鉚對比[J]. 鍛壓技術(shù), 2017, 42(4): 85-90. |
| [12] |
Jiang, H., Sun, L.Q., Dong, D.Y., Li, G.Y. and Cui, J.J. (2019) Microstructure and Mechanical Property Evolution of CFRP/Al Electromagnetic Riveted Lap Joint in a Severe Condition. Engineering Structures, 180, 181-191. https://doi.org/10.1016/j.engstruct.2018.11.042 |
 分享 0
分享 0
 舉報 0
舉報 0
 收藏 0
收藏 0
 反對 0
反對 0
 點贊 0
點贊 0

 中冶有色技術(shù)平臺
中冶有色技術(shù)平臺新大會")
 2025年03月28日 ~ 30日
2025年03月28日 ~ 30日 創(chuàng)新大會") 2025年03月28日 ~ 30日
2025年03月28日 ~ 30日 構(gòu)材料大會暨第十一屆全國有色金屬結(jié)構(gòu)材料制備/加工及應(yīng)用技術(shù)交流會") 2025年03月28日 ~ 30日
2025年03月28日 ~ 30日 材料焊接與連接技術(shù)交流會") 2025年03月28日 ~ 30日
2025年03月28日 ~ 30日  2025年04月24日 ~ 27日
2025年04月24日 ~ 27日 











































































